
1.4. Двухзонный и трехзонный теплотехнические режимы нагрева металла
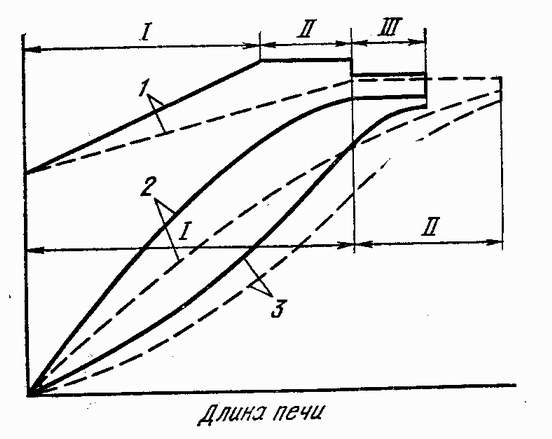
Рис. 1.1. Принципиальное распределение температур продуктов сгорания и металла при двухзонном (- - -) трехзонном (-------) режимах нагрева:
1— температура продуктов сгорания; 2 и 3~ температура поверхности и центра металла; теплотехнические зоны: I— методическая; II — сварочная; III — томильная
Различают двухзонный и трехзонный теплотехнические режимы нагрева металла в нагревательных печах (рис. 1.1). При двухзонном режиме имеются две теплотехнические зоны по ходу металла (по мере нагрева): методическая, в которой температура повышается, и сварочная с постоянной высокой температурой. Обычно методическая зона соответствует неотапливаемой зоне в печи, в которой происходит утилизация тепла продуктов сгорания, а сварочная— отапливаемой зоне, зоне горения или зоне высокотемпературного факела. Однако методический режим может поддерживаться и в отапливаемой зоне путем соответствующего выбора тепловой мощности горелочных устройств, особенно в зонах с рассредоточенным отоплением (сводовым, боковым).
При двухзонном режиме температура в сварочной зоне должна быть выбрана так, чтобы к моменту достижения заданной конечной температуры поверхности металла перепад температур по его сечению не превышал допускаемой величины. При этом чем меньший перепад необходимо получить, тем ближе должна быть температура сварочной зоны к заданной конечной температуре поверхности металла. Поэтому при двухзонном режиме интенсивность нагрева ограничена и, кроме того, нельзя допускать задержек металла в печи сверх необходимого времени нагрева во избежание перегрева металла.
При трехзонном режиме нагрева к методической и сварочной зонам добавляется третья теплотехническая зона по ходу металла (по мере нагрева)— томильная с постоянной температурой, близкой к заданной конечной температуре поверхности металла. Температура в сварочной зоне при трехзонном режиме нагрева может быть выше, а нагрев интенсивнее, чем при двухзонном режиме, так как возникающий при интенсивном нагреве больший перепад температур по сечению выравнивается в томильной зоне, куда металл попадает из сварочной зоны по достижении заданной температуры поверхности. Благодаря близости температур продуктов сгорания в томильной зоне и поверхности металла снижается опасность перегрева при задержке металла в печи. Применение трехзонного режима тем более целесообразно, чем толще нагреваемый металл и чем меньший перепад по его сечению требуется получить.
Зоны отопления (регулирования) в печи могут не совпадать с теплотехническими зонами. Так, сварочная зона часто состоит из нескольких зон отопления. На печи такие зоны нумеруют по ходу движения металла: 1-я сварочная зона, 2-я сварочная зона и т. д. Однако в первых по ходу металла сварочных зонах часто наблюдается повышение температуры продуктов сгорания, т. е. теплотехнически они являются частью методической зоны. В то время как зоны отопления неизменны по величине и определяются конструкцией печи, теплотехнические зоны изменяются при изменении режима работы печи, их границы подвижны, они могут переходить одна в другую, например томильная и методическая — в сварочную, и наоборот.


