

САТ-0,25/7,8
Подробнее → 2 017 271.00 ₽ · Доступно к заказу
В литейном производстве нет универсальной печи «на все случаи». Эффективность плавки алюминия определяется не только мощностью оборудования, но и тем, что именно вы плавите: чистый чушковой металл, грязную стружку или плотный литейный возврат. Загрязнённость, плотность лома и нужная производительность участка — вот что реально влияет на выбор.
Алюминиевый лом остаётся одним из наиболее востребованных видов вторичного сырья в литейном производстве. Однако эффективность его переработки зависит не только от качества шихты, но и от выбранного плавильного оборудования.
Для переработки алюминия применяются несколько основных типов плавильных агрегатов, каждый из которых оптимален для определённых задач.
Особый интерес для переработки собственного литейного возврата представляют тигельные плавильно-выдержочные печи, сочетающие функции плавки и поддержания температуры расплава.
Для небольших и средних литейных производств одним из наиболее распространённых решений являются тигельные плавильно-выдержочные печи. Они позволяют получать качественный расплав при работе как с первичным металлом, так и с собственными литейными отходами.
В качестве примера такой печи можно привести тигельные печи «Тула-Терм САТ — САТ-0,5/7,5 и САТ-0,25/7,8.
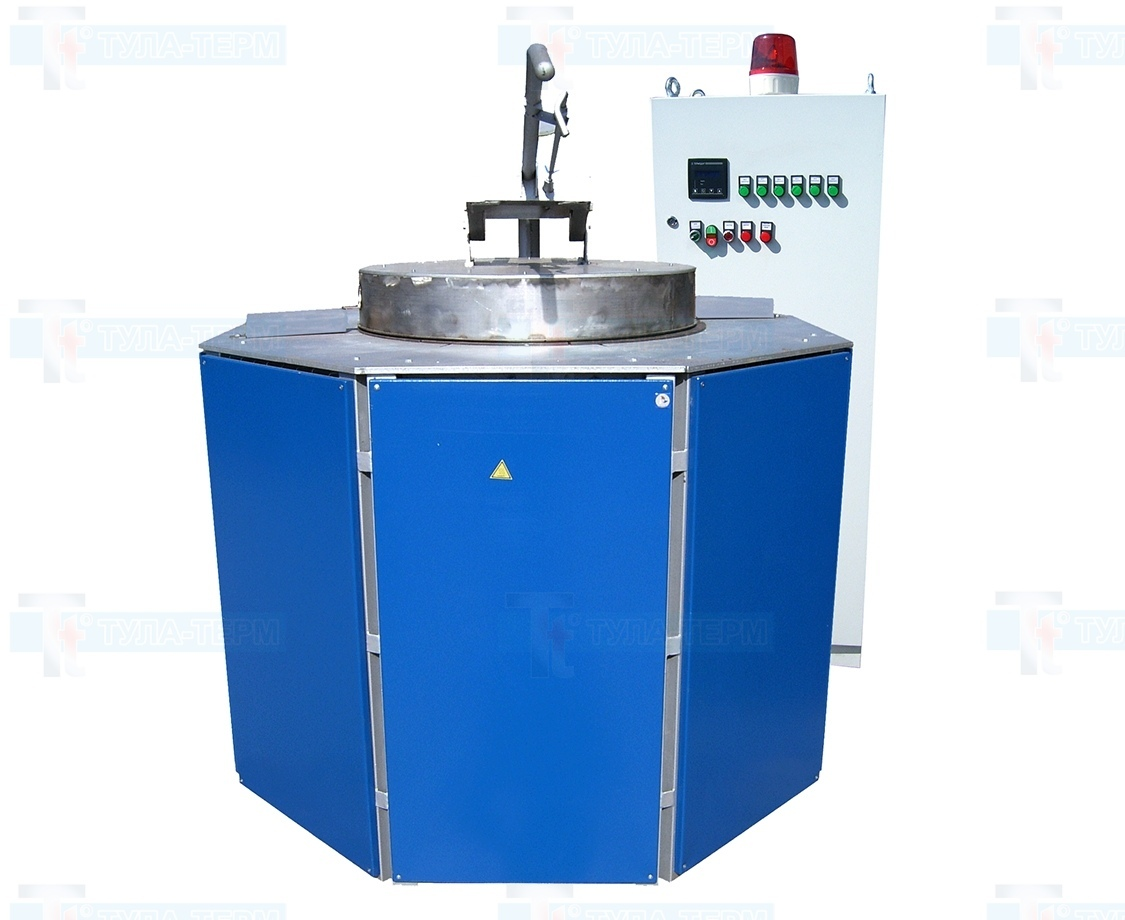
Рисунок 1. Плавильно-выдержочная печь «САТ»
Обе печи спроектированы примерно по одной схеме и отличаются размером используемых тиглей.
Особенности конструкции таких печей.
Тигельная конструкция обладает рядом преимуществ при переработке алюминиевого возврата:
Для литейных предприятий, перерабатывающих собственный возврат, это позволяет получать металл с предсказуемым химическим составом и минимизировать потери.
В отличие от отражательных и ванно-плавильных печей, расплав в тигельной печи сосредоточен в отдельном тигле относительно небольшого объёма. Это позволяет быстрее выполнять смену сплава, уменьшать остатки металла при переходе на другую марку и более гибко организовывать работу литейного участка.
Конструктивная схема печей серии САТ ориентирована на снижение технологических потерь алюминия, повышение стабильности состава расплава и минимизацию рисков потери металла при эксплуатационных отказах за счёт малого объёма ванны, сокращённой площади зеркала расплава и разделённой архитектуры систем управления и нагрева.
Даже при использовании чистой шихты часть алюминия неизбежно превращается в шлак (дросс). При переработке алюминиевого лома важнейшей задачей является снижение угара и образования дросса.
Снизить потери позволяют:
Согласно обзору Capuzzi и Timelli (2018), даже несколько процентов потерь напрямую влияют на себестоимость.
Согласно ASM Handbook, образование оксидной плёнки на алюминии при плавке неизбежно даже в защитной атмосфере.
В плавильном оборудовании аварийная остановка зачастую приводит не только к ремонту, но и к потере дорогостоящего расплава. Поэтому при проектировании печей серии САТ особое внимание уделяется предотвращению аварийных ситуаций.
Конструкция предусматривает аварийный слив металла при разрушении тигля (аварийный слив реализован пассивно), плавный алгоритм разогрева футеровки и резервирование важных цепей управления.
Даже при возникновении отдельных отказов конструкция позволяет снизить риск потери расплава и минимизировать последствия аварийной ситуации. Предусмотрено разделение силовых цепей и независимая защита отдельных групп нагревателей.
Все эти конструктивные решения позволяют повысить устойчивость оборудования к отдельным отказам и снизить риск потери расплава.
Оборудование ТУЛА-ТЕРМ для этой задачи:
2 017 271.00 ₽ · Доступно к заказу

2 505 466.00 ₽ · Доступно к заказу
Стоимость первичного алюминия значительно превышает затраты на переплав собственного литейного возврата. Поэтому даже частичное возвращение брака и отходов в производственный цикл оказывает заметное влияние на себестоимость продукции.
Для многих литейных предприятий собственный алюминиевый возврат составляет от 20 до 60 % общего объёма металлической шихты.
Тигельные плавильно-выдержочные печи обеспечивают возможность оперативной переработки такого возврата непосредственно на производственном участке без передачи отходов сторонним переработчикам.
Это позволяет:
В итоге это даёт не абстрактную “оптимизацию”, а вполне измеряемый эффект в себестоимости и обороте металла внутри производства.
А дальше, как обычно, остаётся выбрать инструмент под задачу — исходя из реальных характеристик оборудования и особенностей конкретного производства, а также уровня надёжности и сервиса, который обеспечивает российский производитель с устойчивой репутацией на рынке.
Техническая документация на плавильно-выдержочные печи серии САТ, ООО «Тула-Терм».
Capuzzi S., Timelli G. Preparation and Melting of Scrap in Aluminum Recycling: A Review. Metals, 2018.
Базовый источник с советами по подготовке лома, влиянию загрязнений и экономике переработки.
Работа с алюминиевыми расплавами, образование оксидов, требования к плавке.
Валенцев А.А.




 8 (4872) 70-19-61
8 (4872) 70-19-61 info@tula-term.ru
info@tula-term.ru 300001, г. Тула, К.Маркса, 5
300001, г. Тула, К.Маркса, 5