

СВС(Г)–5.17.6/5,5
Подробнее → Доступно к заказу
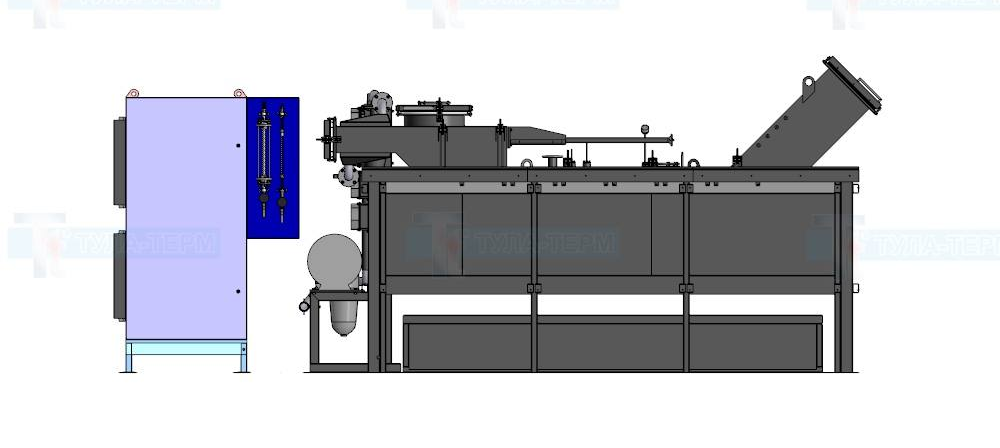
В статье кратко рассматриваются технологии свинцевания в безокислительной среде (до 550°C), реализуемые на оборудовании производства компании «Тула-Терм». Описаны ключевые особенности процесса специализированных тигельных печей СВС(Г)-5.17.6/5,5.
Целевая аудитория
Статья предназначена для технологов и инженеров, работающих с термообработкой металлов. Приведенные решения являются типовыми и требуют адаптации под конкретные производственные задачи.
Структура статьи:
Адгезия покрытия – способность свинцового слоя сопротивляться отслаиванию.
Безокислительная среда – защитная атмосфера с содержанием кислорода <5 ppm, создаваемая инертными газами (N₂, Ar) или восстановителями (H₂). Исключает окисление поверхности обрабатываемых деталей.
Инертный газ – газ, не вступающий в химические реакции при нормальных условиях температуры и давления.
Свинцевание – процесс нанесения слоя свинца (или его сплавов) на поверхность металлов методом химико-термической обработки в расплаве или газовой фазе. Цель – улучшение антифрикционных свойств, коррозионной стойкости и паяемости.
Эвтектика – равновесная структура сплава с фиксированным соотношением компонентов (например, Pb-Sn), обладающая минимальной температурой плавления среди всех составов данной системы. При эвтектическом составе сплав плавится и кристаллизуется как однородная жидкость/твердый раствор без разделения фаз.
Свинцевание – это нанесение слоя свинца на поверхность металлов (обычно стали, меди или латуни) для улучшения антифрикционных свойств, коррозионной стойкости и паяемости. В безокислительной среде процесс исключает образование оксидов, обеспечивая равномерное покрытие.
Подготовка установки
Нагрев печи:
Пуск системы подачи азота:
Загрузка и обработка
Охлаждение и выгрузка
Первичное охлаждение:
Финальное охлаждение:
Контроль параметров
Обращаем внимание на необходимость индивидуального подбора технологических параметров процесса свинцевания в зависимости от химического состава используемого свинцового сплава. Это требование обусловлено следующими техническими аспектами:
Температурные особенности сплавов:
Влияние легирующих добавок:
Практические рекомендации:
Для каждого состава сплава в оборудовании "Тула-Терм" предусмотрены отдельные температурные профили
Корректировка выполняется через программируемый регулятор "Термодат"
При смене типа сплава обязателен пробный цикл с контролем качества покрытия
По завершении валидации, рекомендуем составить блок-схему технологического процесса свинцевания в печи СВС(Г)-5.17.6/5,5.
| Сплав | Состав | Температура плавления, °C | Рекомендуемый рабочий диапазон, °C | Особенности |
|---|---|---|---|---|
| Чистый свинец | 99,99% Pb | 327,5 | 450–500 | Высокая текучесть, требует точного контроля температуры |
| Свинцово-оловянный (Pb-Sn) | Pb–10%Sn | 183°C при 61,9% Sn (эвтектика) | 420–470 | Снижение температуры на 20–30°C относительно чистого Pb |
| Свинцово-сурьмянистый (Pb-Sb) | Pb–6%Sb | 252–327 (в зависимости от состава) | 460–490 (+10–15°C к чистому Pb) | Повышенная твердость покрытия |
| Свинцово-оловяно-сурьмянистый (Pb-Sn-Sb) | Pb–5%Sn–3%Sb | 240–310 | 430–480 | Компромисс между температурой плавления и механическими свойствами |
Пример из практики:*
Сплав Pb-10%Sn при 275°C:
Техническое обоснование:
Изменение температуры влияет на:
Примечание
Представленная технология свинцевания приведена в качестве типового примера и требует адаптации под конкретные производственные условия. Для внедрения процесса рекомендуется:
Фактические режимы обработки, конструкция оборудования и состав защитной атмосферы могут отличаться в зависимости от технического задания.
Рекомендуется использовать сушильные шкафы «СНОЛ».
Для точного определения режимов рекомендуется проводить предварительные испытания на образцах.
Пример: При переходе с чистого свинца на сплав Pb-6%Sb в печи СВС(Г)-5.17.6/5.5 необходимо:
Рекомендации:
При отклонениях скорректируйте:
| Газ | Чистота (мин.) | Расход (л/мин) | Давление (МПа) | Преимущества | Недостатки | Стоимость* |
|---|---|---|---|---|---|---|
| Азот (N₂) | 99.999% (≤5.0) | 15–25 | 0.3–0.5 | Низкая стоимость, безопасность | Менее эффективен для активных сплавов | 1.0× |
| Аргон (Ar) | 99.998% (≤4.8) | 10–20 | 0.2–0.4 | Инертность, стабильность | Высокая цена | 3.5× |
| Водород (H₂) | 99.995% | 5–15 | 0.1 | Восстановительные свойства | Взрывоопасность | 2.8× |
| Смесь N₂+H₂ (95/5) | – | 12–18 | 0.25–0.35 | Баланс цены и эффективности | Требует контроля состава | 1.3× |
Относительная стоимость к азоту (N₂ принят за 1.0)*.
Рекомендации по выбору:
Ежедневное обслуживание
Еженедельное обслуживание
Ежемесячное обслуживание
Сезонное обслуживание
Документирование:
График ТО корректируется в зависимости от интенсивности экс*плуатации (например, при 24/7 работе проверки учащаются).
Оборудование: СВС(Г)-5.17.6/5,5 Зав№_____
Дата: _________ Смена: _________ Оператор: _________
| № | Контролируемый параметр | Норматив | Факт | Метод контроля | Примечания |
|---|---|---|---|---|---|
| 1 | Герметичность системы | Отсутствие утечек | Визуальный осмотр + мыльный раствор на стыках | Особое внимание газовым вентилям | |
| 2 | Давление азота/аргона | 0,3–0,5 МПа | Манометр + ротаметр | При отклонении — вызвать механика | |
| 3 | Температура расплава | По техкарте (450–550°C) | Термопара + визуальный контроль | Фиксировать в журнале | |
| 4 | Уровень свинца в ванне | Между min/max | Датчики уровня + шуп | Долить при необходимости | |
| 5 | Состояние нагревателей | Отсутствие пробоев | Осмотр через смотровое окно | При повреждении — остановка | |
| 6 | Чистота расплава | Отсутствие шлака | Удаление окислов ковшом | Очистка каждые 4 часа | |
| 7 | Работа системы охлаждения | Циркуляция | Проверка вентилятора | ||
| 8 | Заземление | Сопр. < 4 Ом | Тестер + визуальный осмотр | Критично для безопасности | |
| 9 | Датчики аварийной остановки | Исправность | Тестовый запуск | Проверять в начале смены |
Х — аварийная ситуация (остановить оборудование)
V — норма
При разрушении тигля:
При утечке газа:
Хотите внедрить свинцевание на производстве? Наши инженеры бесплатно проконсультируют по выбору режимов и оборудования.
📞 Контакты: +7(4872) 701-961, info@tula-term.ru
------------
Подготовил: Валенцев А.А.
Оборудование ТУЛА-ТЕРМ для этой задачи:
Доступно к заказу

2 938 013.00 ₽ · Доступно к заказу




 8 (4872) 70-19-61
8 (4872) 70-19-61 info@tula-term.ru
info@tula-term.ru 300001, г. Тула, К.Маркса, 5
300001, г. Тула, К.Маркса, 5