

БЗМ-10.12.15/0,6
Подробнее → 3 991 937.00 ₽ · Доступно к заказу
Оборудование ТУЛА-ТЕРМ для этой задачи:
3 991 937.00 ₽ · Доступно к заказу

Доступно к заказу

3 544 384.00 ₽ · Доступно к заказу
Аустенит — высокотемпературная фаза в стали и чугунах, представляющая собой твёрдый раствор внедрения углерода (до 2,14%) в γ-железе с гранецентрированной кубической (ГЦК) решёткой. Образуется при нагреве выше критических температур (Ac₃, Acm). Аустенит немагнитен, пластичен, устойчив при высоких температурах. Его способность растворять углерод и легирующие элементы определяет возможности термообработки.
Мартенсит — метастабильная структура в закалённой стали, образующаяся в результате бездиффузионного (сдвигового) превращения аустенита при охлаждении со скоростью выше критической. Представляет собой пересыщенный твёрдый раствор углерода в α-железе с объёмно-центрированной тетрагональной (ОЦТ) решёткой. Отличается высокой твёрдостью и прочностью, но хрупкостью. Формируется в интервале температур от Мн (начала) до Мк (окончания) мартенситного превращения. Тетрагональность решетки прямо зависит от содержания углерода – чем больше углерода, тем больше отношение осей c/a. Это ключевая причина высокой твердости мартенсита.
Закалка — вид термической обработки, заключающийся в нагреве стали выше критической точки (аустенизации) с последующим быстрым охлаждением для получения неравновесной структуры (мартенсита) и повышения твердости.
Закалочная среда (Охлаждающая среда, Закалочная жидкость) — вещество (газ, жидкость, расплав, твердые тела в движении), используемое для интенсивного отвода тепла от нагретого изделия с целью обеспечения требуемой скорости охлаждения.
Критическая скорость охлаждения — минимальная скорость охлаждения, необходимая для предотвращения распада аустенита в перлитном и бейнитном интервалах и обеспечения его превращения в мартенсит.
Прокаливаемость — способность стали получать закаленный на большую или меньшую глубину слой с мартенситной или трооститной структурой. Определяется не максимальной твердостью, а глубиной проникновения закаленного слоя.
Температура начала мартенситного превращения (Мн или Ms) — температура, при которой при охлаждении начинается бездиффузионное превращение аустенита в мартенсит.
Температура конца мартенситного превращения (Мк или Mf) — температура, при которой мартенситное превращение заканчивается.
ТТТ-диаграмма (Изотермического распада аустенита) — диаграмма, показывающая кинетику распада переохлажденного аустенита при постоянной температуре. Позволяет определить критические скорости охлаждения.
Теплоотвод (Интенсивность охлаждения) — количество тепла, отводимого от единицы поверхности изделия в единицу времени. Определяется свойствами закалочной среды и режимом охлаждения.
Коэффициент теплоотдачи (α) — количественная характеристика интенсивности теплообмена между поверхностью тела и средой.
Кривая охлаждения — график зависимости температуры охлаждаемого образца от времени. Основной инструмент для сравнительной оценки эффективности закалочных сред.
Охлаждающая способность — комплексная характеристика закалочной среды, отражающая ее способность отнимать тепло от нагретого тела. Оценивается по скорости снижения температуры на разных стадиях охлаждения.
Обратная растворимость — свойство некоторых полимеров (например, PAG), заключающееся в выпадении их из водного раствора и образовании плотной пленки на горячей поверхности изделия при достижении температуры "помутнения", что и обеспечивает управляемое охлаждение.
Охлаждение — критический этап термической обработки важен для работы термического участка и определяющий конечную структуру и свойства металла. Правильный выбор современного термического оборудования и закалочной среды, применяемой например в закалочных баках и моечных машинах позволяет получить требуемую микроструктуру (мартенсит, бейнит, перлит) без дефектов: коробления, трещин, остаточных напряжений.
При погружении раскаленной детали в жидкость происходят три этапа:
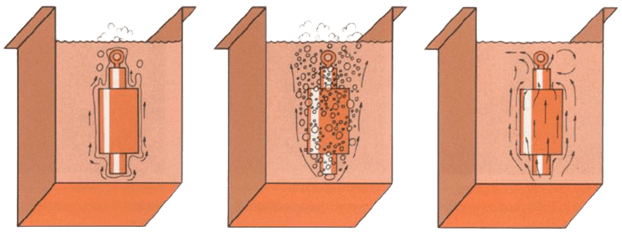
Рисунок 1. Схематическое изображение трех фаз закалки в жидкости
Вода
Скорость охлаждения водой сильно зависит от ее температуры (чем холоднее, тем быстрее, но и риск трещин выше) и от циркуляции/перемешивания.
Водные растворы солей/щелочей
Минеральные масла
Классификация:
Синтетические высокоэффективные масла
Водосмешиваемые полимерные концентраты
Плюсы: Пожаробезопасность, отсутствие тумана, экономичность.
Регулируемость: Скорость охлаждения контролируется концентрацией (5–30%), температурой и перемешиванием.
Типы полимеров:
Новое поколение полимеров — сочетает равномерность охлаждения PAG с длительной паровой фазой PVP. Возможна обработка инструментальных сталей при низких концентрациях (5–7%).
Выбор между маслом, полимером или водой определяет и требования к оборудованию: масляный закалочный бак, водяной закалочный бак или система приготовления полимерных растворов, а также необходимость в последующей очистке в моечных машинах. Комплексное оснащение термического цеха — залог качества и повторяемости результатов.
Список литературы:
Редактор: Валенцев А.А.




 8 (4872) 70-19-61
8 (4872) 70-19-61 info@tula-term.ru
info@tula-term.ru 300001, г. Тула, К.Маркса, 5
300001, г. Тула, К.Маркса, 5